■ 初心者のための3Dプリンターサイト キャドじまん
ここではFDM (熱溶解積層法)3DプリンターとUV硬化3Dプリンターを紹介します。 ◎うまく造形が出来ない原因についてはこちらから。
| FDM (熱溶解積層法)3Dプリンター |
|---|
【より良い造形のために特に重要な3つのポイント】
①最適なフィラメントの抽出温度とヒートベッドの温度管理。(抽出温度が低いほど印刷表面はきれいにないます。)
②造形形状に応じたサポートの設定(特にオーバーハング角度の設定に留意する)。
③フィラメント品質(造形性の良いもの。湿気を含まないもの)
| ◎より良い造形のための知識◎ | |
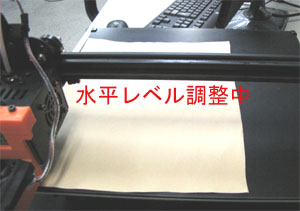 |
①プラット―フォームの水平調整がとても大切です。 ・プラットフォームとノズル間の隙間A(クリアランス)は常に適切でなければなりません。 (クリアランスが適切でない事例はこちらから) ・3Dプリンタ-を使用していると、次第にクリアランスが狂ってきます。 プラットフォームのクリアランスは適時調整を行ってください。  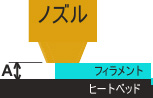 |
 |
②印刷する方向・ノズルの速度によって造形の品質が変わります。 1)印刷面積が大きくなるほど、造形の反りが大きくなります。 ※この場合、適切な定着設定(サポートでBrim/Raft等)を設定し、造形の反りを 回避できます。 また、へらではがしやすくなり、造形を傷めません。 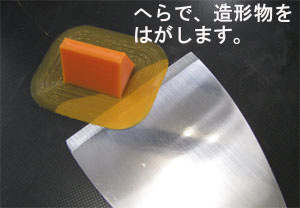 2)また、造形を印刷する方向によって、反りを回避できる場合があります。 3)第一層のレイヤーの印刷スピードは、20㎜/s以下にすると、造形がプラットフォームに 定着すしやすい。 |
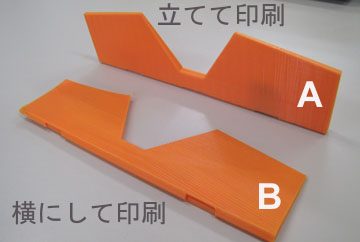 |
③印刷面積(プラットフォームに投影する面積)を少なくするように 造形物を置くと、印刷時間は短くなります。 ●右写真の造形の印刷時間は>> A: 5時間 B: 6時間 ※右の例では造形物をAのように立た向きにして、印刷面積を小さくすると、印刷時間が 1時間短縮できました。 また、反りの発生を無くすことが出来ました。 ☆印刷時間を短くしたい時は、印刷面積を最小化することを意識してください。 【参考】 UV硬化式の3Dプリンターの場合は、印刷面積に関係しないで、高さのみに 関係します。 造形物の高さが高い程、時間がかかります。 |
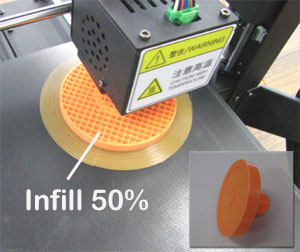 |
④Infill (壁内の埋込み率の設定)が高いと、造形の反りが大きくなる。 ●Infillの%を大きくすると、造形物の内部の埋め込み率があがり、造形の印刷時間は 長くなります。 ●また、内部の埋め込み率が高いと素材の熱収縮が大きくなり、造形の反りが起きやすく なります。 ※左の例ではある程度造形物の重量が必要なためInfillを50%で印刷しました。 Infill率は、造形物のが必要とする、強度・重量と造形の反りなどの許容限度などを 考慮してから決めます。 |
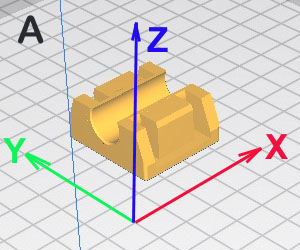 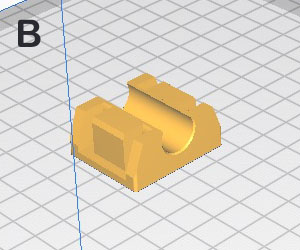 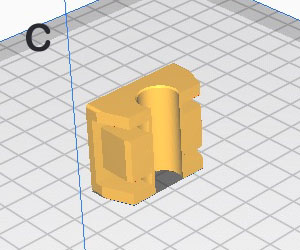 |
⑤素材の熱収縮を考慮して、造形物の精度を向上させる。 ●I印刷造形するにはスライサーソフトウェアを使い、3Dプリンターで印刷できる形式の ファイルを作ります。 この印刷ファイルを作る際に、更に気をつけなければならないのが ①素材の温度管理 (素材により決められています) ②印刷の速度管理 (素材により決められています) ③造形物のXYZ軸配置 (造形の品質を最大化するための配置) 特に③の造形物の配置によって、印刷した造形物の品質に大差が生じます。 良い品質の造形物を印刷ためには、 ・造形物のどの部分の精度を優先するのか ・どの方向で印刷したら、造形物に必要な強度が得られるか ・オーバーハングなどは許容できる場所か ・造形後のサポート等の清掃作業を最小にするにはどうするか などを、十分に考慮してプラットフォーム上の配置を決めます。 ●例えば左の造形物を3D印刷するとしたら、A、B、Cどの向きに造形物を配置しますか? PLAフィラメントで一番よく出来たのは、Aの配置でした。 |
 |
⑥同じ、造形物を同じ素材で、配置を変えて3D印刷した結果 ●同じ形の三角柱を縦と横に向きをかえて印刷してみました。 ●印刷結果 ・ この印刷ファイルを作る際に、更に気をつけなければならないのが ①素材の温度管理 (素材により決められています) ②印刷の速度管理 (素材により決められています) ③造形物のXYZ軸配置 (造形の品質を最大化するための配置) 特に③の造形物の配置によって、印刷した造形物の品質に大差が生じます。 良い品質の造形物を印刷ためには、 ・造形物のどの部分の精度を優先するのか ・どの方向で印刷したら、造形物に必要な強度が得られるか ・オーバーハングなどは許容できる場所か ・造形後のサポート等の清掃作業を最小にするにはどうするか などを、十分に考慮してプラットフォーム上の配置を決めます。 ●例えば左の造形物を3D印刷するとしたら、A、B、Cどの向きに造形物を配置しますか? PLAフィラメントで一番よく出来たのは、Aの配置でした。 |
【完成した造形物をプラットフォームから上手にはがすためのヒント】
 |
①市販のプラットフォームシートをプラットフォームに貼り付ける。 ●プラットフォームシートをプラットフォームに貼り付けると、完成した造形物をはがしやすく なります。 ●また、スティックのり3Dプリント開始前に、プラットフォームに塗るとはがれやすいと ネットで報告されています。 ※左は、プラットフォームにシートを貼り付けた例です。 |
【フィラメント交換時のヒント】
①最初にノズルをプレヒートする
②一回フィラメントを手で押し込む。
③ノズルからフィラメントが押し出されることを確認してから、素早くフィラメントを抜く。
【フィラメントの補充のヒント】
①最初にノズルをプレヒート
②3DプリンタのフィラメントINを設定
③フィラメントがノズルから押し出されたら、補充用のフィラメントを、フィーダーを介して押し込む。
④補充用のフィラメントがノズルから出てきたら、フィラメントINを止める。
| UV硬化3Dプリンター |
|---|
【より良い造形のためのヒント】
①できるだけ、造形物の高さを最小にする。
②3Dプリント完了後の洗浄および、時間をかけてUVを当て造形物の硬化をしっかりとおこなう。
 |
①プラット―フォームの水平調整がとても大切です。 ・プラットフォームとノズル間の隙間(クリアランス)は常に適切でなければなりません。 ・3Dプリンタ-を使用していると、次第にクリアランスが狂ってきます。 プラットフォームのクリアランスは適時調整を行ってください。 |