仭 弶怱幰偺偨傔偺俁俢僾儕儞僞乕僒僀僩丂僉儍僪偠傑傫
憿宍暔偺慺嵽偵傛偭偰偼丄擔偵摉偰傞偲廮傜偐偔側傝曄宍偡傞偙偲傕偁傝傑偡丅丂
偙偙偱偼FDM (擬梟夝愊憌朄)3D僾儕儞僞乕偲UV峝壔俁D僾儕儞僞乕偱惢嶌偟偨憿宍暔偺椺傪徯夘偟傑偡丅
| PLA僼傿儔儊儞僩偺憿宍暔偺応崌 |
|---|
丂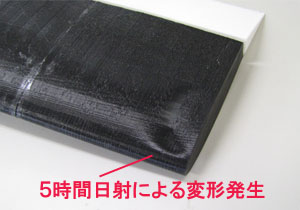 |
偣偭偐偔巚偄捠傝偵俁D僾儕儞僞乕偱憿宍傪偟偨偺偵丄挿帪娫捈幩擔岝偵偝傜 偟偨傜憿宍暔偑曄宍偟偨側偳偲偄偆榖傪暦偒傑偡丅 丂丂仠摿偵丄昞柺偑敄偄憿宍暔側偳偵婲偙傝傗偡偄尰徾偱偡丅 丂丂丂丂丂乮昞柺偺暻偺岤偝偑1噊枹枮偺憿宍暔偵婲偒傗偡偄偱偡乯 俹俴俙慺嵽偼奜尒偒傟偄偵憿宍偱偒傑偡偑丄擬楎壔偟傗偡偄庛揰偑偁傝傑偡丅 丒丒丒栚埬偲偟偰丄慺嵽偺壏搙偑俆侽亷傪挻偊側偄傛偆偵曐娗偔偩偝偄丅 |
| PETG僼傿儔儊儞僩偺憿宍暔偺応崌 |
|---|
丂丂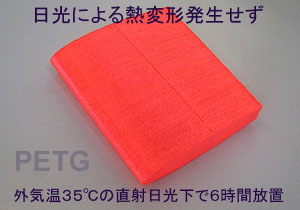 |
亂僼傿儔儊儞僩岎姺帪偺僸儞僩亃
嘆嵟弶偵僲僘儖傪僾儗僸乕僩偡傞
嘇堦夞僼傿儔儊儞僩傪庤偱墴偟崬傓丅
嘊僲僘儖偐傜僼傿儔儊儞僩偑墴偟弌偝傟傞偙偲傪妋擣偟偰偐傜丄慺憗偔僼傿儔儊儞僩傪敳偔丅
亂僼傿儔儊儞僩偺曗廩偺僸儞僩亃
嘆嵟弶偵僲僘儖傪僾儗僸乕僩
嘇俁俢僾儕儞僞偺僼傿儔儊儞僩俬俶傪愝掕
嘊僼傿儔儊儞僩偑僲僘儖偐傜墴偟弌偝傟偨傜丄曗廩梡偺僼傿儔儊儞僩傪丄僼傿乕僟乕傪夘偟偰墴偟崬傓丅
嘋曗廩梡偺僼傿儔儊儞僩偑僲僘儖偐傜弌偰偒偨傜丄僼傿儔儊儞僩俬俶傪巭傔傞丅