■ 初心者のための3Dプリンターサイト キャドじまん
スライサーソフトの設定や造形物の印刷方法にによって、3Dプリンターで製作された造形物の精度は大きく異なります。
ここではFDM (熱溶解積層法)3DプリンターとUV硬化3Dプリンターで製作した造形物の例を紹介します。
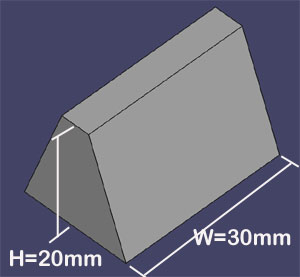 |
3D CADで作成した四角柱の例で、どのように3Dプリントしたら、 高い精度で造形結果が得られるかを考えてみました。 ●左の3Dモデルで高さ(H)=20㎜ 幅(W)=30㎜が印刷のやり方によって、どう変わる かを調べてみました。 【調査項目】 ①同じ四角柱の3Dデ-タ-ファイルを使い、FDM 3Dプリンターと UV硬化3Dプリンターで、印刷精度はどう違うか。 ②造形物のプラットフォームへの置き方により、印刷精度はどう変わるか。 (下のAとBの置き方による違いをしらべます。) 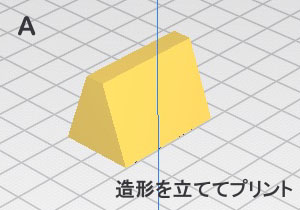 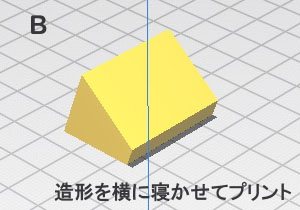 |
| FDM (熱溶解積層法)3Dプリンター造形物の精度について |
|---|
この方式はフィラメントを熱で溶解して積層するため、造形物のサイズが大きいほど、またプリント時の上下方向(高さ)が
高いほど、造形物の精度が悪くなります。
◎3Dプリント条件:【FLAフィラメント Φ1.75mm / ノズル押し出し径 0.2mm】
(1)プラットフォームへの造形物の置き方による精度の変化
造形物の縦方向(H方向)は特に熱収縮の影響を受けます 造形精度を上げるには、プラットフォームへの置き方を良く考えましょう。
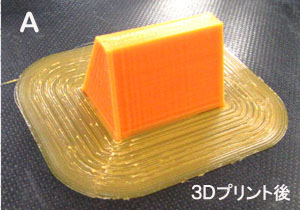 |
(A) 造形を立ててプリントした場合 【スライサーソフトの設定】 ・プラットフォームに造形を定着させるため、大きめのBrim をとっています。 ・Infill:20% ・印刷時間:28分 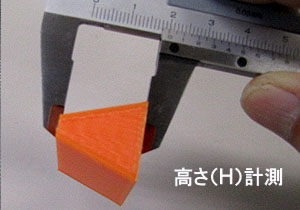 ☆高さ(H)=19.7(両端、中央) ☆高さ(H)=19.7(両端、中央)☆幅(W)=30㎜ |
 |
(B) 造形を横に寝かせてプリントした場合 【スライサーソフトの設定】 ・プラットフォームに造形を定着させるため、大きめのBrim をとっています。 ・Infill:20% ・印刷時間:34分 ☆高さ(H)=20.2㎜(両端、中央)☆幅(W)=30㎜ |
☆ 溶けた樹脂を積層するため、高さ方向の樹脂の変形により、高さ(H)方向の寸法は設計値より小さくなります。
【参考】FDM(熱溶解積層法)でのPLA素材・PETG素材の精度比較結果
(2)Infill(内部埋め込み)率よる精度の変化
 |
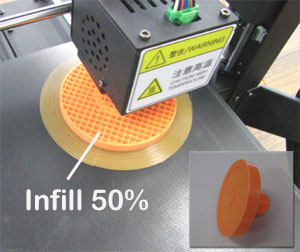
①Infill 50% 【スライサーソフトの設定】 ・プラットフォームに造形を定着させるため、大きめのBrim をとっています。 ・Infill:20% ・印刷時間:36分 ・重量:7g ②Infill 100% 【スライサーソフトの設定】 ・プラットフォームに造形を定着させるため、大きめのBrim をとっています。 ・Infill:100% ・印刷時間:1時間28分 ・重量:10g ①②とも ☆高さ(H)=19.7㎜(両端、中央) ☆幅(W)=30㎜ |
☆ Infill率を上げても、造形物の精度に変化は見られません。 印刷時間が長くなるだけです。
(3)3Dプリンタ―のファンによる造形物冷却の影響
 |
印刷時に冷却ファンを常時作動させた場合 ①Infill 20% 【スライサーソフトの設定】 ・プラットフォームに造形を定着させるため、大きめのBrim をとっています。 ・Infill:50% ・印刷時間:28分 ・重量:4g 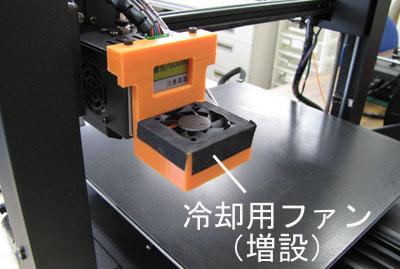 ☆高さ(H)=19.7㎜(両端、中央) ☆幅(W)=30㎜ |
☆ 造形物を冷却しながら印刷すると造形物の法面表面が粗くなります。 特にInfill値が小さいと、表面の収縮が大きいため
表面が粗くなります。 高さ(H)・幅(W)お精度にあまり違いは見られません。
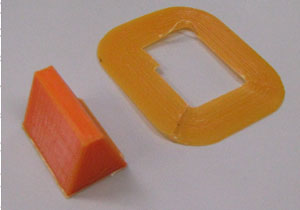
(4)Infill (壁内の埋込み率の設定)が高いと、造形物の反りが大きくなります。
 |
●Infillの%を大きくすると、造形物の内部の埋め込み率があがり、造形の 印刷時間は長くなります。 ●また、内部の埋め込み率が高いと素材の熱収縮が大きくなり、造形の 反りが起きやすくなります。 ※左の例ではある程度造形物の重量が必要なためInfillを50%で 印刷しました。 Infill率は、造形物のが必要とする、強度・重量と造形の反りなどの 許容限度などを考慮してから決めます。 |
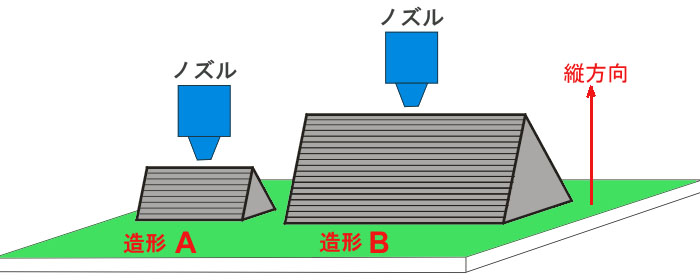
(5)造形物の縦方向(高さ)の寸法が大きいと、造形物の精度が悪くなりがちです。
縦方向の長さが異なる同じ形状の造形物AとBを3Dプリンタで造形した場合(下図参照)、造形物Bの成形が悪くなりがちです。
スライサーソフトで、その造形物の形状や大きさに最適な設定をしてください。
 |
|
| UV硬化 光造形3Dプリンター造形物の精度 |
|---|
【素材:レジンUV硬化樹脂】
 |
(A) 造形を立ててプリントした場合 ●精度は、素材のUV硬化による定着状況によります。 同じ形の造形物を印刷するのであれば、UV硬化3Dプリンタ―での 造形の方が精度良く印刷できます。 ●造形の印刷時間は造形物の高さだけに影響されます。 つまり、AとBの 2種類の大きさの異なる造形物を印刷する場合でも、AとBの高さが 同じであれば、印刷にかかる時間は同じになります。 ※左の例では造形物を縦てにして印刷をしました。  ☆高さ(H)=19.7㎜(両端、中央) ☆幅(W)=30㎜ |
☆ UV硬化3Dプリンタ―の最大のメリットは、印刷表面の美しさです。 そのため、フィギアなどの見た目の美しい造形をする
場合によく使います。 一方のFDMで樹脂フィラメント材の印刷結果と精度的に高さ(H)・幅(W)にあまり違いは見られません。
 |
(B) 造形を寝かせてプリントした場合 ●精度は、素材のUV硬化による定着状況によります。 同じ形の造形物を印刷するのであれば、UV硬化3Dプリンタ―での 造形の方が精度良く印刷できます。 ●造形の印刷時間は造形物の高さだけに影響されます。 つまり、AとBの 2種類の大きさの異なる造形物を印刷する場合でも、AとBの高さが 同じであれば、印刷にかかる時間は同じになります。 ※左の例では造形物を横にして印刷をしました。   ☆高さ(H)=19.7㎜(両端、中央) ☆幅(W)=30㎜ |
☆ UV硬化 光造形3Dプリンタ―の最大のメリットは、印刷表面の美しさです。 そのため、フィギアなどの見た目の美しい
造形をする場合によく使います。
☆一方、FDMで樹脂フィラメント材の印刷結果との比較では、精度的に高さ(H)・幅(W)にあまり違いは見られません。